
Kaplinlerin Hareket Kabiliyetleri
MALZEME AÇIKLAMASI
Yivli Malzemelerin civata ve somunları Civata ve Somunlar, Gri ve San Kaplama Dişli çelik civatalar ve çelik somunlar ASTM A183 standardına göre üretilir. Dişli civatalar ısıl işlem görmüş ve çelik somunlar orta karbonlu olarak tanımlanır.Üretim
ilgili çelik elektrikli fırın prosesi ile üretilir. Civata ve somunlar; 3/4″ ve daha küçük ölçüler için soğuk dövme, 7/8″ ve daha büyük ölçüler için sıcak dövme yöntemi ile üretilir. Dişler soğuk haddeleme yöntemi ile açılır. Civatalar (830-880°C) östenit sıcaklığının üzerinde (40-90°C) sıcaklıktaki yağa batırılarak ısıl işime yapılır ve 399°C den daha yüksek sıcaklikta temperlenir. Somunlar (830-880°C) östenit sıcaklığının üzerinde (40-90°C) sıcaklıktaki yağa batırılarak ısıl işime yapılır ve 399°C den daha yüksek sıcaklikta temperlenir.Kimyasal Özellikler
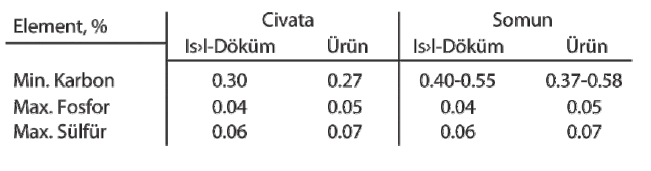
Isıl / döküm analizi sıcak dökme sırasında bir test ömeğinden yapılır ve çıkan kimyasal bileşimin değerleri aşağıdaki tabloya uygun olup, Aynı zamanda, ürünün analizi aynı tablo içinde belirtilen kimyasal değerleri ile uyumlu olduğu gözükeceldir.
Çekme Özellikleri Civata ve somun montajından önce ASTM A183 standartlarında belirtilen min. Yük değerlerine dikkat edilmelidir.
| Özellik | Minimum gereksinim |
| Çekme mukavemeti, psi (Mpa) | 110000 (760) |
| Kopma Noktası, psi (Mpa) | 80000 (550) |
| 2″ veya 50 mm içinde uzamas>, 9% | 12 |
| Alandaki azalma, % | 25 |
